กระบวนการเชื่อมอาร์กแบบจุ่มเป็นตัวเลือกที่เหมาะสมที่สุดในการใช้งานที่สำคัญ เช่น ท่อ ภาชนะรับแรงดัน และถัง การผลิตรางรถไฟ และการก่อสร้างหลักมีรูปแบบลวดเดี่ยวที่ง่ายที่สุด โครงสร้างลวดคู่ โครงสร้างลวดคู่ชุด และโครงสร้างลวดหลายเส้น
กระบวนการเชื่อมอาร์กแบบจุ่มจะเป็นประโยชน์ต่อผู้ใช้ในการใช้งานการเชื่อมหลายประเภท ตั้งแต่ผลผลิตที่เพิ่มขึ้นไปจนถึงสภาพการทำงานที่ดีขึ้น คุณภาพที่สม่ำเสมอ และอื่นๆ อีกมากมายโรงงานผลิตโลหะที่กำลังพิจารณาที่จะเปลี่ยนแปลงกระบวนการเชื่อมอาร์กแบบจุ่มอยู่ใต้น้ำ ควรคำนึงถึงประโยชน์มากมายที่จะได้รับจากกระบวนการนี้
ความรู้พื้นฐานเกี่ยวกับการเชื่อมอาร์กแบบจุ่ม
กระบวนการเชื่อมอาร์คแบบจุ่มเหมาะสำหรับความต้องการใช้งานในอุตสาหกรรมหนัก เช่น ท่อ ภาชนะรับแรงดันและถัง การก่อสร้างหัวรถจักร การก่อสร้าง/การขุดเจาะขนาดใหญ่เหมาะสำหรับอุตสาหกรรมที่ต้องการผลผลิตสูง โดยเฉพาะอย่างยิ่งอุตสาหกรรมที่เกี่ยวข้องกับการเชื่อมวัสดุที่มีความหนามาก ที่จะได้รับประโยชน์อย่างมากจากกระบวนการเชื่อมอาร์กใต้น้ำ
อัตราการสะสมและความเร็วในการเคลื่อนที่ที่สูงสามารถส่งผลกระทบอย่างมีนัยสำคัญต่อประสิทธิภาพการทำงาน ประสิทธิภาพ และต้นทุนการผลิตของพนักงาน ซึ่งเป็นหนึ่งในข้อได้เปรียบที่สำคัญของกระบวนการเชื่อมอาร์กแบบจุ่มใต้น้ำ
ประโยชน์เพิ่มเติมได้แก่: การเชื่อมที่มีองค์ประกอบทางเคมีและคุณสมบัติทางกลที่ดีเยี่ยม การมองเห็นส่วนโค้งน้อยที่สุดและมีควันเชื่อมต่ำ ความสบายในสภาพแวดล้อมการทำงานที่ดีขึ้น และรูปร่างการเชื่อมและแนวรอยเชื่อมที่ดี
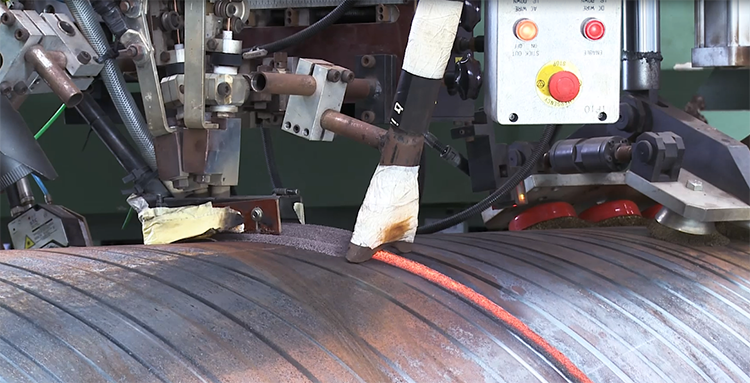
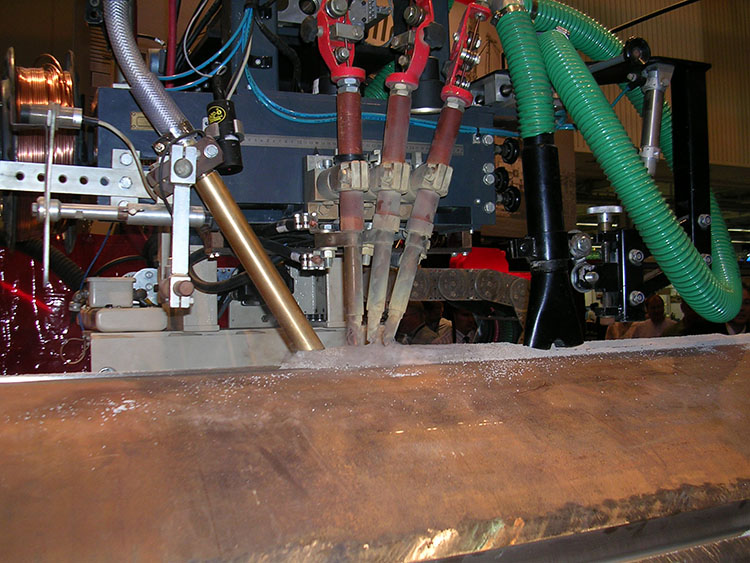
การเชื่อมอาร์กแบบจุ่มเป็นกลไกการป้อนลวดที่ใช้ฟลักซ์แบบละเอียดเพื่อแยกส่วนโค้งออกจากอากาศตามชื่อที่แนะนำ ส่วนโค้งถูกฝังอยู่ในฟลักซ์ ซึ่งหมายความว่าเมื่อมีการตั้งค่าพารามิเตอร์ ส่วนโค้งจะมองไม่เห็นพร้อมกับการไหลของชั้นฟลักซ์ที่ตามมา
ลวดจะถูกป้อนอย่างต่อเนื่องด้วยคบเพลิงที่เคลื่อนที่ไปตามแนวเชื่อมการให้ความร้อนด้วยอาร์คจะละลายส่วนหนึ่งของลวด ซึ่งเป็นส่วนหนึ่งของฟลักซ์และวัสดุฐานเพื่อสร้างสระหลอมเหลว ซึ่งจะควบแน่นเป็นรอยเชื่อมที่ปกคลุมไปด้วยชั้นตะกรันเชื่อม
ช่วงความหนาของวัสดุเชื่อมคือ 1/16 “-3/4″ ซึ่งสามารถเชื่อมทะลุได้ 100% ด้วยการเชื่อมแบบรอบเดียว ถ้าความหนาของผนังไม่จำกัด ก็สามารถเชื่อมแบบหลายรอบได้และดำเนินการอย่างเหมาะสม การเลือกการเชื่อมเบื้องต้น และเลือกการผสมฟลักซ์ลวดที่เหมาะสม
การเลือกฟลักซ์และสายไฟ
การเลือกฟลักซ์และลวดที่เหมาะสมสำหรับกระบวนการเชื่อมอาร์กแบบจุ่มเป็นสิ่งสำคัญในการบรรลุผลลัพธ์ที่ดีที่สุดในกระบวนการนั้นแม้ว่ากระบวนการเชื่อมอาร์กแบบจุ่มเพียงอย่างเดียวจะมีประสิทธิภาพ แต่ความสามารถในการผลิตและประสิทธิภาพสามารถเพิ่มขึ้นได้แม้จะขึ้นอยู่กับลวดและฟลักซ์ที่ใช้ก็ตาม
ฟลักซ์ไม่เพียงแต่ปกป้องสระเชื่อมเท่านั้น แต่ยังมีส่วนช่วยปรับปรุงคุณสมบัติทางกลและประสิทธิภาพการทำงานของแนวเชื่อมอีกด้วยการกำหนดสูตรของฟลักซ์มีอิทธิพลอย่างมากต่อปัจจัยเหล่านี้ ซึ่งส่งผลต่อความสามารถในการรองรับในปัจจุบันและการปล่อยตะกรันความสามารถในการรองรับในปัจจุบันหมายความว่าสามารถได้รับประสิทธิภาพการสะสมสูงสุดที่เป็นไปได้และโปรไฟล์การเชื่อมคุณภาพสูง
การปล่อยตะกรันของฟลักซ์โดยเฉพาะจะส่งผลต่อการเลือกฟลักซ์ เนื่องจากฟลักซ์บางชนิดเหมาะสมกับการออกแบบการเชื่อมบางประเภทมากกว่าแบบอื่นๆ
ตัวเลือกการเลือกฟลักซ์สำหรับการเชื่อมอาร์กแบบจุ่ม ได้แก่ การเชื่อมแบบแอคทีฟและแบบเป็นกลางความแตกต่างพื้นฐานคือฟลักซ์แอคทีฟจะเปลี่ยนเคมีของการเชื่อม ในขณะที่ฟลักซ์เป็นกลางจะไม่เปลี่ยน
ฟลักซ์แอคทีฟมีลักษณะเฉพาะด้วยการรวมซิลิคอนและแมงกานีสองค์ประกอบเหล่านี้ช่วยรักษาความต้านทานแรงดึงของการเชื่อมที่ความร้อนสูง ช่วยให้การเชื่อมคงความเรียบที่ความเร็วเคลื่อนที่สูง และปล่อยตะกรันได้ดี
โดยรวมแล้ว ฟลักซ์แบบแอคทีฟสามารถช่วยลดความเสี่ยงของคุณภาพการเชื่อมที่ไม่ดี เช่นเดียวกับการทำความสะอาดและการทำงานซ้ำหลังการเชื่อมที่มีราคาแพง
อย่างไรก็ตาม โปรดจำไว้ว่าฟลักซ์แบบแอคทีฟมักจะดีที่สุดสำหรับการเชื่อมแบบรอบเดียวหรือสองครั้งฟลักซ์ที่เป็นกลางจะดีกว่าสำหรับการเชื่อมแบบหลายรอบขนาดใหญ่ เนื่องจากช่วยหลีกเลี่ยงไม่ให้เกิดรอยเชื่อมที่เปราะและไวต่อการแตกร้าว
มีตัวเลือกลวดมากมายสำหรับการเชื่อมอาร์กแบบจุ่ม แต่ละแบบมีข้อดีและข้อเสียลวดบางเส้นได้รับการกำหนดสูตรสำหรับการเชื่อมโดยใช้ความร้อนที่สูงกว่า ในขณะที่ลวดบางเส้นได้รับการออกแบบมาเป็นพิเศษเพื่อให้มีโลหะผสมที่ช่วยให้ฟลักซ์ทำความสะอาดรอยเชื่อม

โปรดทราบว่าคุณสมบัติทางเคมีของลวดและปฏิกิริยาระหว่างการป้อนความร้อนอาจส่งผลต่อคุณสมบัติทางกลของรอยเชื่อมนอกจากนี้ยังสามารถปรับปรุงประสิทธิภาพการผลิตได้อย่างมากด้วยการเติมตัวเลือกโลหะ
ตัวอย่างเช่น การใช้ลวดแกนโลหะที่มีกระบวนการเชื่อมอาร์กแบบจุ่มสามารถเพิ่มประสิทธิภาพการสะสมได้ 15 ถึง 30 เปอร์เซ็นต์ เมื่อเทียบกับการใช้ลวดตัน ขณะเดียวกันก็ให้โปรไฟล์การเจาะที่กว้างและตื้นกว่า
เนื่องจากลวดมีความเร็วในการเคลื่อนตัวสูง ลวดเชื่อมแกนโลหะจึงช่วยลดการป้อนความร้อนเพื่อลดความเสี่ยงของการบิดเบี้ยวของการเชื่อมและการไหม้หากมีข้อสงสัย ให้ปรึกษาผู้ผลิตโลหะเติมเพื่อพิจารณาว่าการผสมสายไฟและฟลักซ์แบบใดดีที่สุดสำหรับการใช้งานเฉพาะ
เวลาโพสต์: 27 มิ.ย.-2023